Описание продукта
Пруток NiTi:
кованый, диаметром: 1,6 — 20,0 мм
катаный, диаметром: 8,0 — 85,0 мм
шлифованный, диаметром 1,5 — 20,0 мм
ТУ 18.4270-005-13152881-05,
ТУ 18.4270-001-16980791-2013, ASTM F 2063,
ТУоп 18.4270 – 004 – 16980791 – 2017.
Возможно изготовление прутка марки ТН1К (Ni-Ti-Fe) для изготовления «криогенных» втулок и  получение длинномерной заготовки наноструктурированного нитинола — прутка диам. 2-10 мм с повышенными механическими и функциональными свойствами после РКУП и ковки РКМ.
получение длинномерной заготовки наноструктурированного нитинола — прутка диам. 2-10 мм с повышенными механическими и функциональными свойствами после РКУП и ковки РКМ.



Андреев В.А., Юсупов В.С., Перкас М.М., Якушевич Н.В. // Перспективные материалы и технологии: МОНОГРАФИЯ. в 2-х т. Т.1/В.А. Андреев [и др]; под ред. В.В. Клубовича. — Витебск: УО «ВГТУ», 2017 — 467 с., Глава 4, с. 61-69 //
ГОРЯЧАЯ РОТАЦИОННАЯ КОВКА ПРУТКОВ ДИАМЕТРОМ 2-20 ММ ИЗ СПЛАВОВ С ПАМЯТЬЮ ФОРМЫ НА ОСНОВЕ НИКЕЛИДА ТИТАНА.
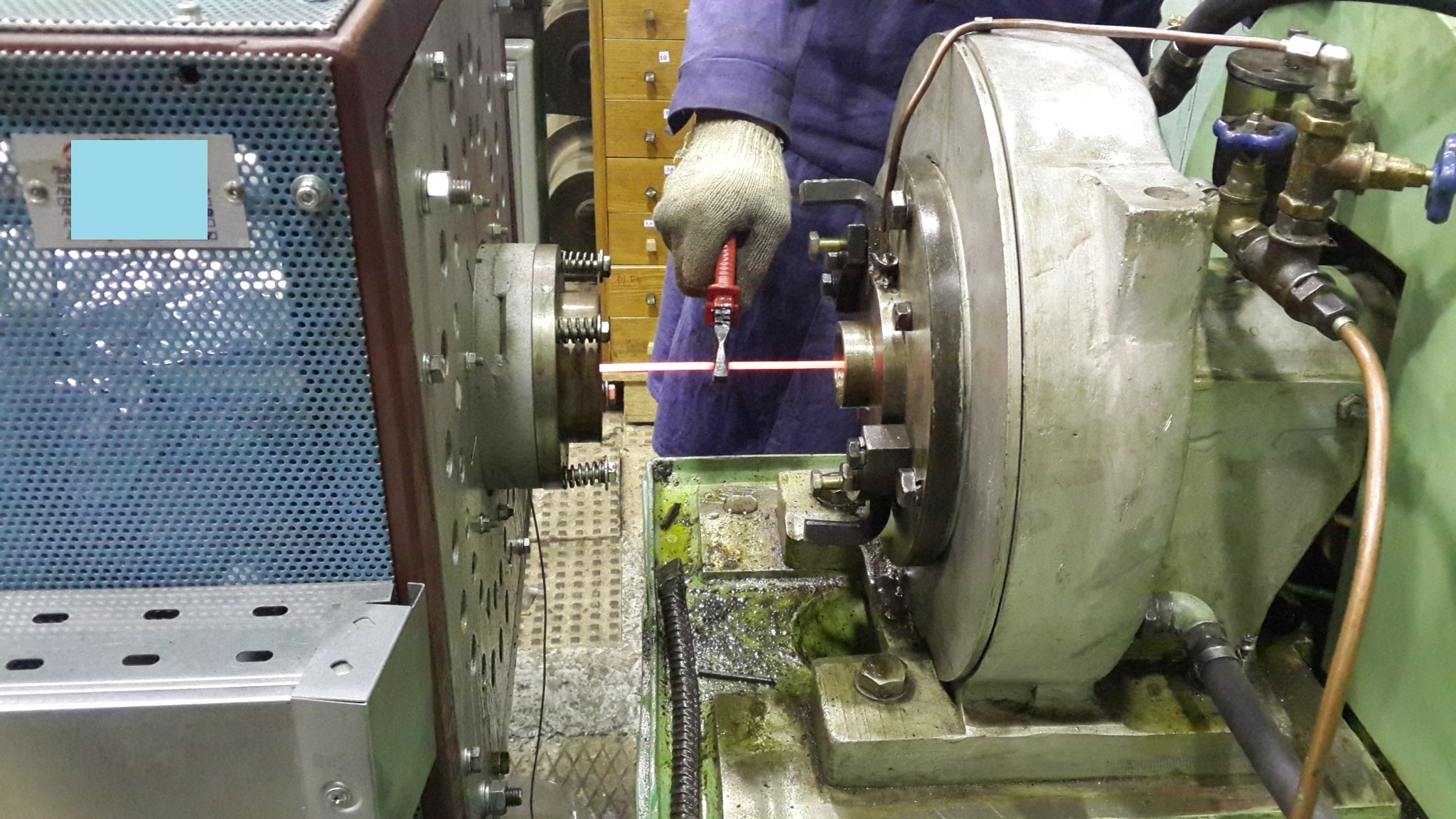
В конце 90-х годов специалистами Промышленного центра МАТЭК-СПФ, при разработке технологического цикла получения проволоки и прутков из никелида тита-на, горячая ротационная ковка была внедрена для получения прутков диаметром 20-2 мм. При разработке технологии опытные ковки проводились на РКМ (ротационно-ковочных машинах) старой конструкции моделей РКМ-201 и РКМ-202 (разработка Таганрогского завода «Прессмаш») на базе Опытного завода тугоплавких металлов и твёрдых сплавов г. Москва. Данные машины использовались для ковки вольфрамовых и молибденовых заготовок. Недостатком РКМ-201 и РКМ-202 было использование ковочного инструмента с короткой зоной деформации, обусловленное небольшими по глубине размерами ковочного узла. Поверхность прутка получалась неровной, часто возникали дефекты на поверхности (заковы и плена). Использование газовых печей для нагрева заготовок затрудняло контроль температуры, что не имело особого значения для вольфрама и молибдена, но, для никелида титана было очень важно.
В 1999 г. при проектировании цеха по производству прутков и проволоки из никелида титана была применена линия из 4-х РКМ нового поколения Таганрогского завода «Прессмаш» — РКМ-1(В2129.01), РКМ-2(В2129.02), РКМ-3(В2127.01), РКМ-4(В2123.01). Новые машины имели более объёмный ковочный узел и повышенное номинальное усилие ковки. Это позволило разработать и использовать ковочный инструмент с увеличенной длиной зоны деформации. Для нагрева заготовок были разработаны и изготовлены электрические проходные трубчатые печи, обеспечившие точность и равномерность температуры нагрева заготовки в процессе ковки…..
Особенностью ротационной ковки является осуществление деформации в условиях всестороннего сжатия, её высокой дробности и при небольших единичных усилиях, что позволяет подвергать формоизменению мало-пластичные и трудно-деформируемые материалы [3]. Ротационная ковка также обеспечивает получение прут-ка с хорошо проработанной структурой и равномерными свойствами, как по длине, так и в поперечном сечении при высоком качестве поверхности во всём диапазоне составов никелида титана. В данной технологической цепочке были применены двухбойковые ротационно-ковочные машины. Принципиальная схема ковочного узла общая для всех 4-х машин приведена ниже на рис. 2….
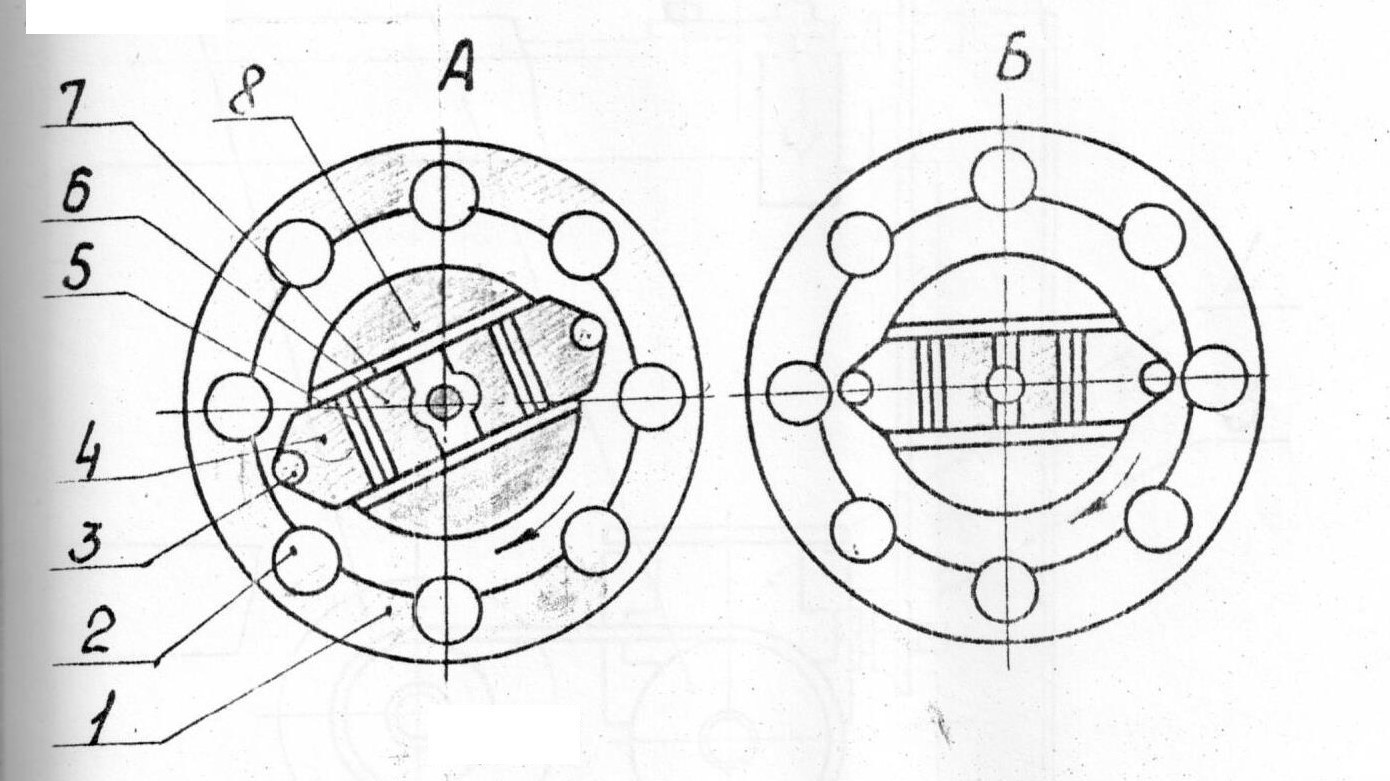
Рис. 2. Принципиальная схема ковочного механизма. 1-сепаратор; 2-ролик сепаратора; 3-ролик ползуна; 4-ползун; 5-регулировочные пластины; 6-боёк; 7-бойковая плита; 8- вал
Относительная степень деформация за проход составляет не более 15-20%. Между проходами осуществляется промежуточный нагрев заготовки. Существует проблема измерения температуры заготовки в ковочном узле и перед ним. В настоящее время приходится в основном ориентироваться на температуру в печи, что не всегда отражает фактические условия деформации. Для сплавов с памятью формы на основе никелида титана перепад в 30-50оС может иметь серьёзное значение для формирования функциональных свойств в готовом изделии….
Прутки промежуточных диаметров получают ковкой на ротационно-ковочных машинах путем подбора подкладных пластин под рабочие бойки. Для получения более точных размеров диаметра и продольной кривизны, прутки подвергают дополни-тельной ковке на калибровочных бойках, имеющих увеличенную длину деформирующего участка….
Проведенные исследования и накопленный производственный опыт получения полуфабрикатов с применением РКМ создали предпосылки для разработки и внедре-ния в их конструкцию новых технические решений, расширяющих спектр доступных технологических цепочек, для производства полуфабрикатов из никелида титана с другими функциональными свойствами. К таким решениям относятся и изменение не-которых технических данных машин (частота вращения шпинделя, механизация пода-чи больших диаметров заготовок, скорость продольной подачи), а также изменение геометрии рабочего инструмента. …
Заключение
Приведённая здесь технология позволяет в промышленных масштабах полу-чать полуфабрикаты из сплавов с памятью формы на основе никелида титана диа-метром 2-20 мм. Продукция, удовлетворяющая современным требованиям заказчиков, и в соответствии с данной технологией производится на базе действующего техноло-гического цикла Промышленного центра МАТЭК-СПФ, с использованием процесса ротационной ковки металла.
Проведенные исследования и накопленный производственный опыт позволяют утверждать, что включение в технологический цикл комплекса ротационно-ковочных машин с проходными нагревательными электропечами обеспечивает получение по-луфабрикатов из сплавов на основе никелида титана требуемого высокого качества.
Предложенная технология отличается эффективностью, гибкостью и позволя-ет управлять термо-деформационными параметрами процесса, а, следовательно, ме-ханическими и служебными свойствами производимых полуфабрикатов.
Список литературы:
1. Ооцука, К. Сплавы с эффектом памяти формы / К.Ооцука, К.Симидзу , Ю. Судзуки — Пер. с японск. М.: Металлургия, 1990.- 260 с.
2. Андреев В.А. Актуальные вопросы производства полуфабрикатов (прутков, проволоки) из литого никелида титана для медицины / В.А.Андреев // Актуальные вопросы имплантологии и остеосинтеза: Сб. науч. трудов. Новокузнецк–Санкт-Петербург 2001.- С.27-28.
3. Радюченко Ю.С. Ротационное обжатие / Ю.С.Радюченко Москва, 1972.- С. 5-15.
4. Способ получения прутков и способ получения проволоки из сплавов системы никель-титан с эффектом памяти формы и способ получения этих сплавов. Патент № 2162900 от 20.07.2000 / Андреев В.А. и др. Опубл. 10.02.2001. Бюл. №4.
5. Способ получения прутков и способ получения тонкой проволоки из сплава системы никель-титан с эффектом памяти формы Патент на изобретение № 2536614 от 09.04.2013 / Андреев В.А.. Опубл. 27.12.2014. Бюл. №36.
6. Андреев, В.А. Технологические особенности получения проволоки из спла-вов TiNi с эффектом памяти формы / В.А.Андреев, М.А.Хусаинов и др.// — Производство проката.- 2008. №9.-С.37-42.