Изготовление цилиндрических литых заготовок из сплавов на основе никелида титана является одной из наиболее ответственных операций в технологическом цикле производства полуфабрикатов, во многом определяющей функциональные и другие свойства готовых изделий.
Сложность процесса изготовления слитков определяется следующими факторами:
1. Необходимость получения слитка с допуском по химическому составу никеля не более +/- 0,1 % (изменение содержания никеля на 0,1% в интервале от 54,8 до 56,0 % влияет на изменение температуры конца аустенитного превращения Ак в диапазоне 10 гр.С).
2. Необходимость однородности химического состава по сечению слитка (наличие неоднородности может привести к колебанию функциональных свойств в объёме различных партий полуфабрикатов, полученных из одной плавки).
3. Высокая химическая активность титана требует проведения плавки сплавов на основе никелида титана в вакууме или защитной атмосфере.
4. Необходимость изолировать расплав от взаимодействия с материалом тигля либо максимально снизить взаимодействие между ними из-за высоких требований к наличию примесей в химическом составе.
5. Обеспечение достаточно высокой скорости кристаллизации для снижения ликвационных процессов, чтобы обеспечить возможность формирования «здорового» тела однородного слитка.
В конце 90-х годов, исходя из технико-экономических возможностей, коллективом ПЦ МАТЭК-СПФ была выбрана вакуумно-индукционная плавка. Стояла задача отработать технологию получения слитков никелида титана для производства качественных полуфабрикатов. В качестве литейного оборудования использовали установки вакуумно-плавильные УППФ-ЗМ (производства ПАО «Электромеханика», г. Ржев), в то время широко применявшиеся на заводах двигателестроения для литья изделий с поликристаллической структурой из жаропрочных сплавов в условиях серийного производства и для отработки сложных технологий в опытном производстве.
Используемая для опытных плавок установка УППФ-3М включает несколько функциональных блоков (рис. 1, рис. 1):
- блок плавильной камеры с индуктором 10, закрепленным на вращающейся платформе, обеспечивающей поворот плавильного узла при сливе металла в форму 3;
- блок шлюзовой камеры с печью подогрева литейных форм 11, обеспечивающей технологическую температуру формы в момент заливки металлом 1. Для загрузки формы под заливку шлюзовая камера откатывается от плавильной камеры;
- между шлюзовой и плавильной камерой расположен затвор 2, обеспечивающий герметизацию плавильной камеры при загрузке и выгрузке залитых литейных форм;
- блок загрузки шихты 5, обеспечивающий вакуумирование шихты и загрузку ее в тигель без разгерметизации плавильной камеры;
- с противоположной стороны от шлюзовой камеры на плавильной камере имеется крышка с запорами, смотровым стеклом и натекателями. Крышка открывается при обслуживании и ремонте плавильной камеры 4;
- блок вакуумной системы включает два форвакуумных (7) и один бустерный насос и обеспечивает создание разрежения в плавильной камере до 1-5•10-3мм рт.ст.;
- блок силового электропитания 9, обеспечивающий плавку металла;
- блок электропитания 6, обеспечивающий управление параметрами технологического процесса и их регистрацию.
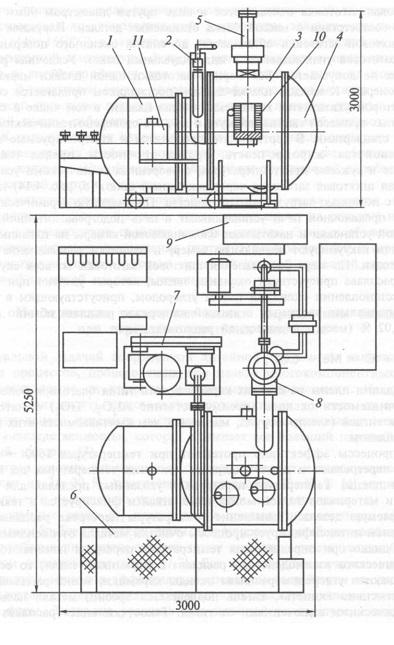 Рис. 1. Принципиальная схема УППФ-3М.
Рис. 1. Принципиальная схема УППФ-3М.
Регистрируемыми параметрами технологического процесса с записью на компьютер являются: глубина вакуума в плавильной камере, температура металла по ходу плавки, температура металла перед сливом в литейную форму, замеряемая термопарой погружения, температура печи подогрева. Проверка натекания проводится при холодном тигле не реже одного раза в неделю. Глубина вакуума в плавильной камере по ТИ на отливаемые сплавы должна находиться в пределах (8-9)•10-2 — (1-5)•10-3 мм рт.ст.
Рис. 2. Рабочее место инженера-технолога УППФ-3М.
Исследования химической неоднородности слитков, полученных по рекомендованному технологическому режиму, выполнялись на рентгеновском микроанализаторе JХА–860–2. Образцы вырезались из разных участков слитка. Поверхность этих проб очищалась на ультразвуковой установке УЗДН–2Т в ацетоне. Использование программы количественного анализа состава ZAFA–FLS позволило установить содержание металлических компонентов сплава при пороге обнаружения 0,2% по массе, с точностью 5%. Результаты рентгеноспектрального анализа образцов, вырезанных из слитка ТН1 приведены в таблице 1.
Таблица 1
Данные рентгеноспектрального анализа
|
№ плавки |
Содержание элементов |
||
|
Ni |
Участок слитка |
||
|
вес.% |
ат.% |
||
|
Плавка № 49 |
|||
|
ср. состав |
55,62 |
50,56 |
литник |
|
– // – |
55,68 |
50,62 |
середина |
|
– // – |
55,72 |
50,66 |
дно |
|
Плавка № 78 |
|||
|
ср. состав |
56,05 |
51,00 |
литник |
|
– // – |
56,06 |
51,01 |
середина |
|
– // – |
56,06 |
51,01 |
дно |
Из таблицы видно, что химический состав сплава в слитке достаточно однородный.
Содержание элементов газовой фазы и углерода в сплавах по результатам химико-аналитического анализа приведено в таблице 2.
Таблица 2
Содержание кислорода водорода азота и углерода по данным химического анализа
|
Сплав |
№ плавки |
Процентное содержание, вес.% |
|||
|
О2 |
H2 |
C |
N2 |
||
|
Ti-50,62 ат.%Ni |
49 (с.ч.) |
0,038 |
0,0016 |
0,04 |
0,006 |
|
Ti-51,01 ат.%Ni |
78 (с.ч.) |
0,043 |
0,0015 |
0,02 |
0,007 |
Примечание: с.ч. – средняя часть слитка.
Проведенные исследования и анализ содержания отдельных примесей в сплавах никель-титан по отечественному, американскому стандарту и производства «Промышленный центр МАТЭК-СПФ» приведены в таблице 3.
Таблица 3
Сравнительный анализ содержания отдельных примесей в сплавах никель-титан по отечественному, американскому стандарту и производства «Промышленный центр МАТЭК-СПФ».
|
|
ASTM F2063 |
ТУ 1-809-394-84 «Сплавы на основе никелида титана марок ТН1, ТН1К, ТНМ3» |
«Промышленный центр МАТЭК-СПФ» (среднее по 100 плавкам после отработки технологии) |
|
Углерод, Вес. % |
≤ 0,050 |
≤ 0,1 |
≤ 0,040 |
|
Водород, Вес. % |
≤ 0,005 |
≤ 0,013 |
≤ 0,002 |
|
Кислород + Азот, Вес. % |
≤ 0,050 |
≤ 0,2 + 0,05 |
≤ 0,080 |
Андреев В.А. и др.
// Актуальные проблемы прочности: МОНОГРАФИЯ. в 2-х т. Т.1/А.В. Алифанов [и др]; под ред. В.В. Рубаника. — Витебск: УО «ВГТУ», 2018 — 409 с., Глава 11, с. 192-209//
Вакуумно-индукционная выплавка цилиндрических заготовок диаметром 90-120 мм из сплавов с памятью формы на основе никелида титана для последующей поперечновинтовой прокатки.